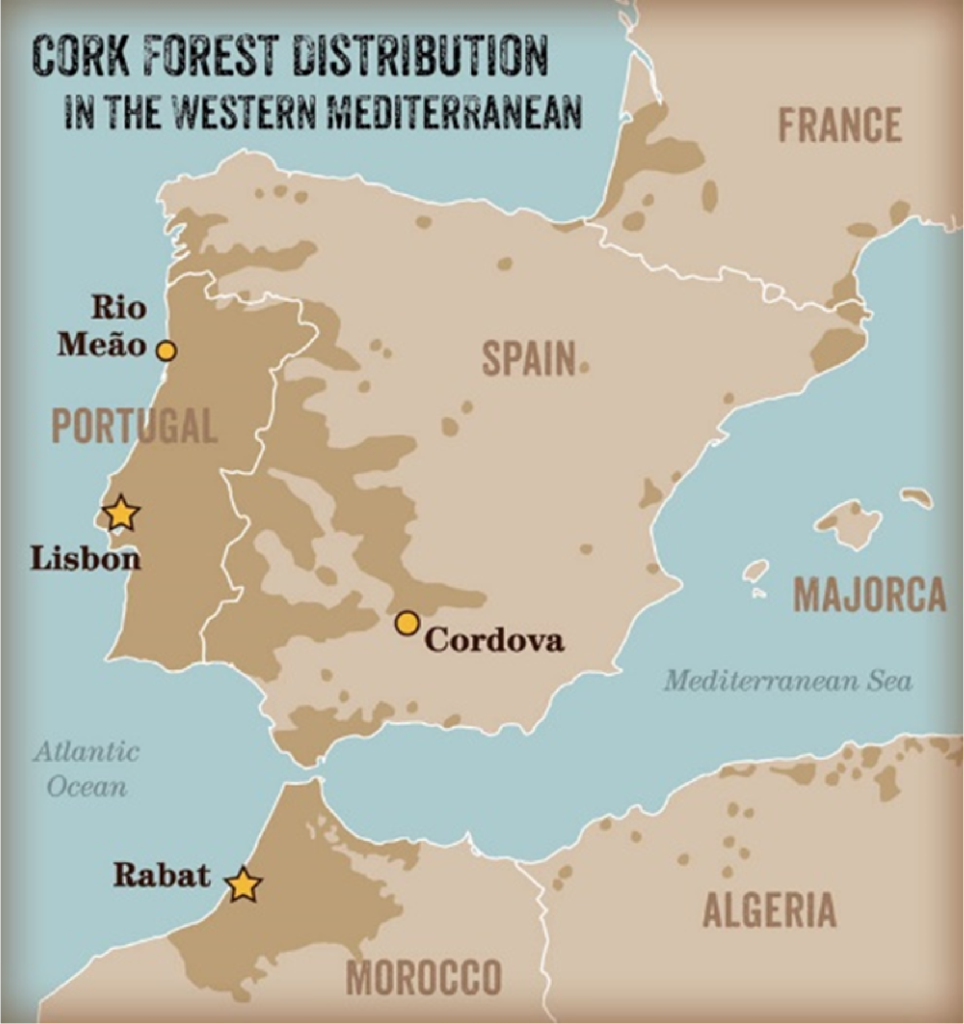
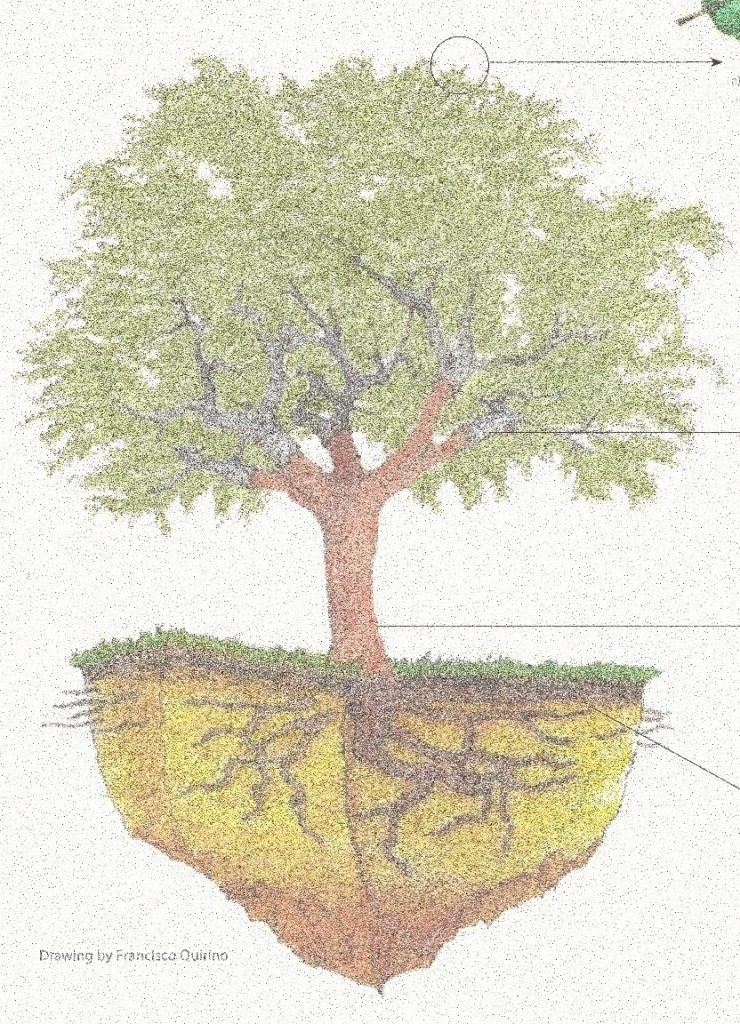
Cork Forests
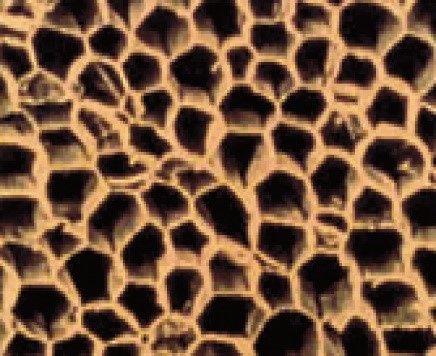
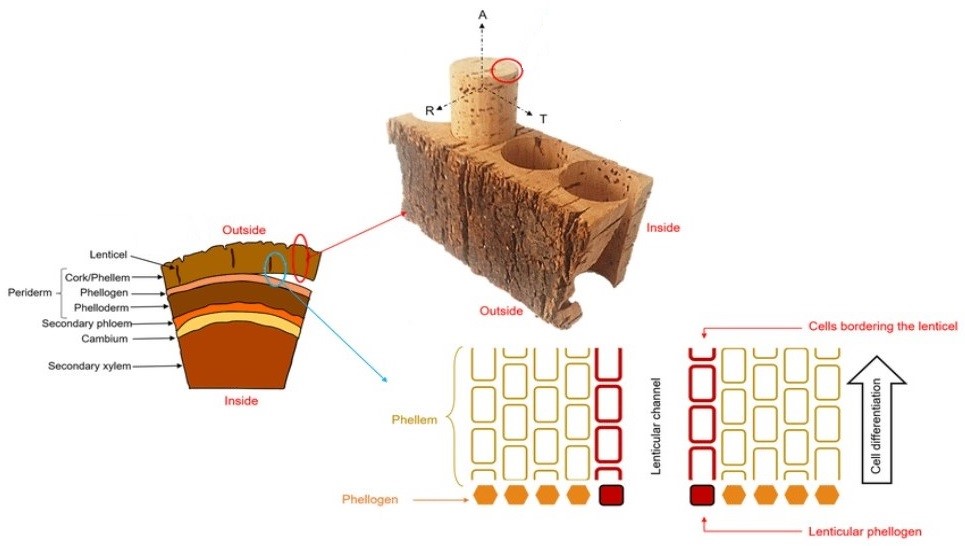
Cellular Structure
Functional Benefits
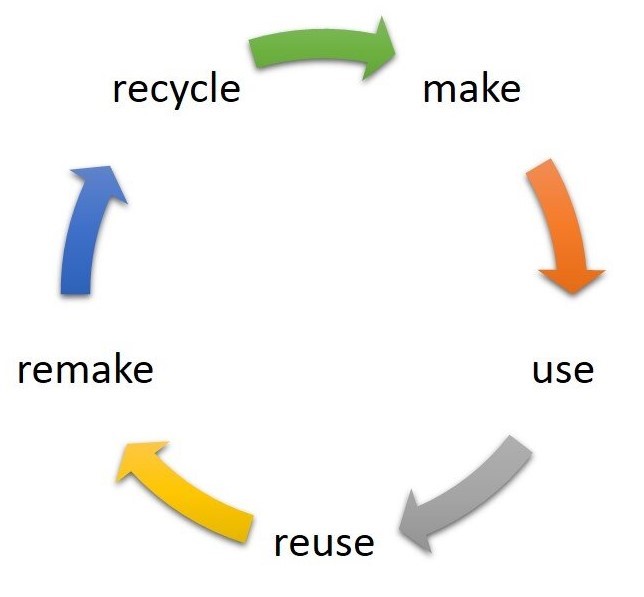
Ecological Value
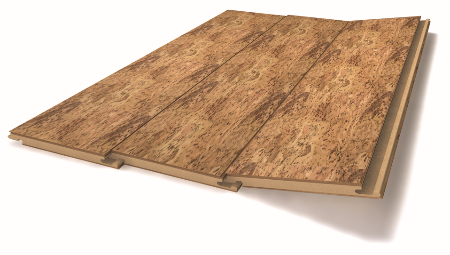
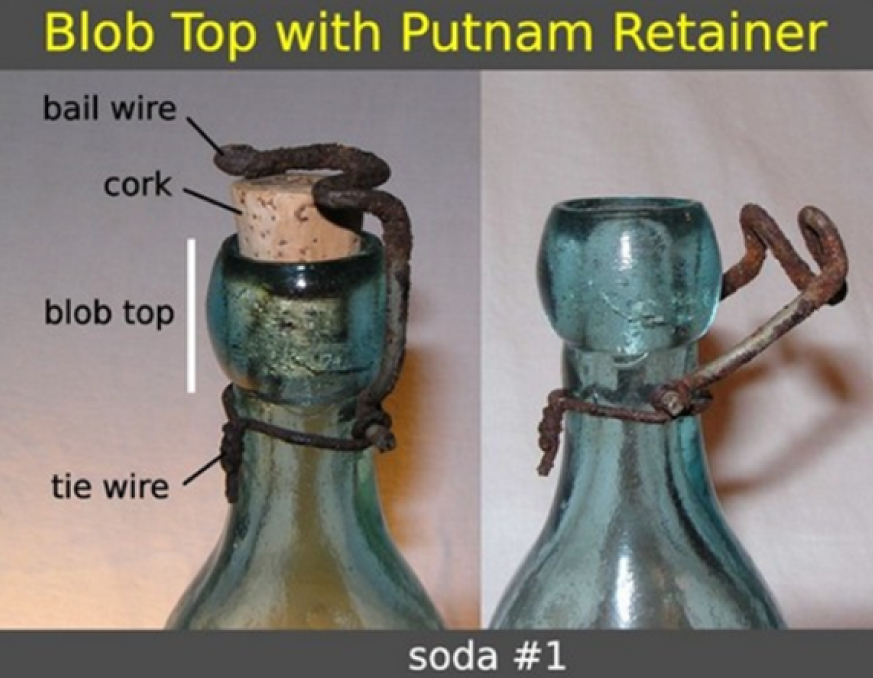
Historical Uses
Granulating
Bonding
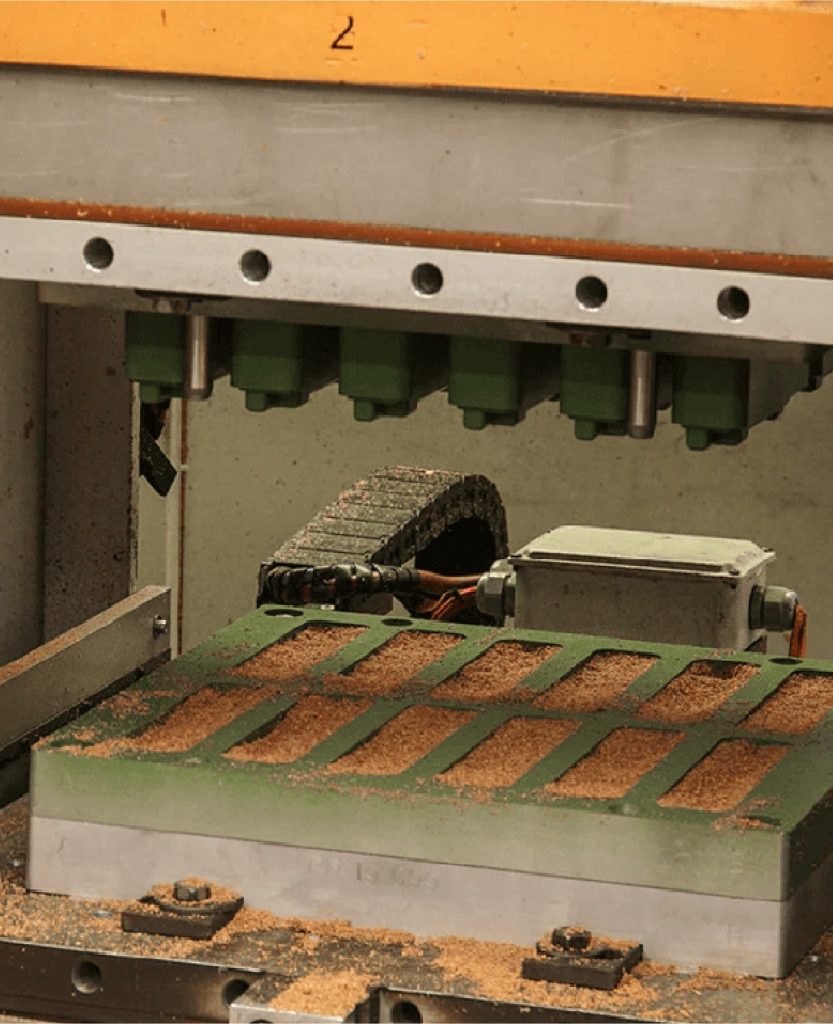
Shaping
Coloring
Cork Forests



Cellular Structure
Functional Benefits






Ecological Value




Historical Uses



Granulating













Bonding


Shaping








Coloring